【基礎中の基礎!】硬質クロムメッキ・ハードクロムメッキ
- 公開日:
- 更新日:
※2023年9月19日に加筆修正致しました。
群馬県高崎市にある(株)三和鍍金の武藤です。
今回は【基礎中の基礎】硬質・ハードクロムメッキについてということで
硬質・ハードクロムメッキの基本的なことがらを解説していきます。
弊社では「硬質クロムメッキ」「ハードクロムメッキ」の取り扱いがございますのでお気軽にお問合せ下さい

関連記事として「クロムメッキについて」はこちらになります。👇
目次
硬質・ハードクロムメッキとは
硬質・ハードクロムメッキは「硬質クロムメッキ」又は「ハードクロムメッキ」、「工業用クロムメッキ」とも呼ばれています。
ハードクロムメッキは機械部品、シャフトや治工具、金型等に採用されることが多いです。
特徴として硬さがあり耐摩耗性に優れ、耐食性、密着性が良いことが挙げられます。
※硬度は800~1000Hvと言われております。
摩滅や削りすぎた部品の補修に最適となります。
色味はシルバー色になります。
ハードクロムメッキのメリット・デメリット
クロムメッキは一般的に被覆力・均一電着性に劣る為、比較的処理が難しいメッキとなっています。
これを解決する為に陽極の位置の変更や補助陽極、補助陰極等を導入して付き周りを改善したりと
部品に応じて様々な工夫を施しています。
メッキ価格の面に関して他の表面処理より比較的割高になっていますが、これは均一にメッキを掛ける為の工数の関係や、
電流効率が約10%~25%と非常に悪く、
メッキ皮膜の生成速度が遅い(メッキに時間がかかる)ことに起因しています。
こちらに関しては当社MLメッキライブラリ
の記事をご覧ください。
また、早くつけようとして電圧を上げる事で強電部に焦げ付きが発生する不具合を生じてしまう為、
非常に手間暇がかかった処理と言えます。

寸法公差や正確な膜厚を求められる事が多い
ハードクロムメッキはその特徴から機械部品、シャフトや治工具、金型等に採用されることが
多いということは前述しましたが
繰り返しその製品にハードクロムメッキを施す事があります。
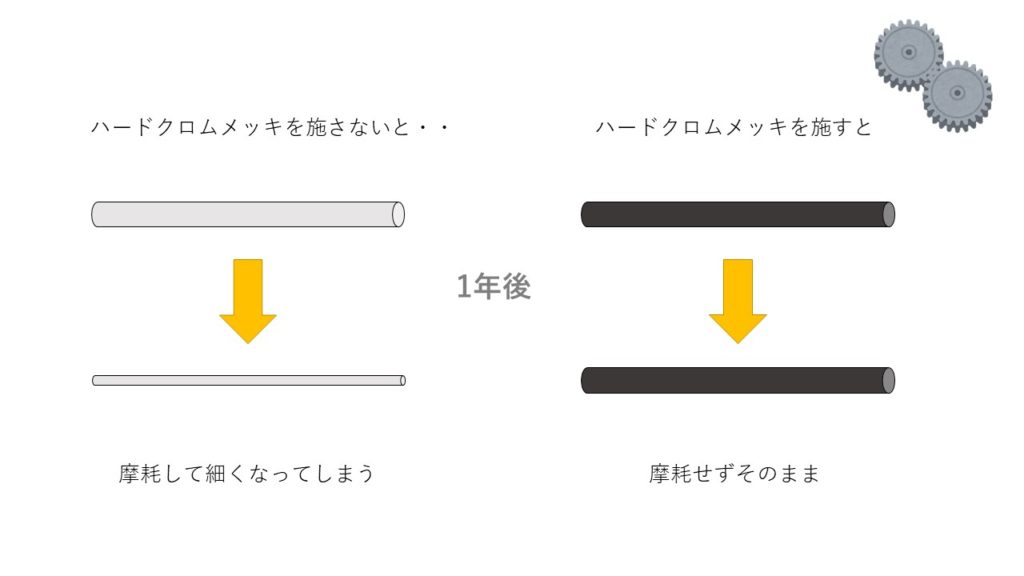
例えば工業用の機械部品であるシャフトに硬質クロムメッキを施した場合、使用していると
どうしても摩耗してきますよね。
使用状態によって異なりますがこれを半年後、1年後に再度ハードクロムメッキを施すのです。
いくら硬いハードクロムメッキと言えど使用環境によってはすぐに摩耗してしまいます。
しかし、ハードクロムメッキを施してなかったら
シャフトそのものが使い物にならないほど※摩耗してしまいます。
繰り返し同じ製品にハードクロムメッキを施すような製品が多いのも特徴の一つです。
※摩耗とは・・摩擦によって表面が減ってくること 例:車のタイヤ 道路との摩擦でタイヤがすり減ります。
膜厚に関してはJIS規格で2μ以上と定められていますが一般的には5μ程度つけるものが一般的です。
しかしながら50μや100μの膜厚要求なんてこともあります。
使用環境によっては更なる膜厚が求められるのです。
寸法公差に関してはハードクロムメッキで調整する場合もあります。
治工具や機械部品が多いので機械に取付を行う際にメッキが薄すぎたり、厚すぎたりすると
しっかりとはまらないなんて場合もありますので寸法も大切になってきます。
剥離のリスク
これは硬質クロム・ハードクロムに限ったことではありませんが、
メッキを含め多くの表面処理において、剥離作業というのは相応のリスクを伴います。
それはたとえば、生地の溶解であったり、溶解までいかなくとも表面が荒れてしまったり。
元々メッキがついているものを再生するためには剥離作業が必須ですし、
メッキ等の工程において不具合が発生してしまった場合も、剥離(リセット)を行い再メッキを施します。
つまり、剥離という処理はリスクが大きいものの、ある程度不可避な処理であると言えるでしょう。
弊社では独自のノウハウでその剥離リスクをかなり低減することが可能です。
他社様で生地荒れリスクによってお断りされてしまった品物など、ご相談をお待ちしております。
硬質クロムメッキとバフ研磨
ご存知の方も多いかと思いますが、硬質クロムメッキとバフ研磨は密接な関係にあります。
理由はいくつかあります。
まず、硬質クロムメッキというメッキの性質上、メッキ上がりが乳白色になってしまいがちという点です。
この乳白色はカブリといって、電気が強く当たる強電部に現れます。
弊社で行っている装飾クロムの10~100倍、あるいはそれ以上の膜厚をつける硬質クロムメッキでは、よく見られる現象です。
性能に大きな変化はありませんが、「クロムメッキ」と聞いて皆さんが思い浮かべる、あのピカピカなシルバー色ではありません。
そこで、バフ研磨によってクロムメッキのイメージに近づけるわけです。
また、はめ合い部品の場合は、相手部品との間にすべり性が欲しいこともあります。
そういったときもバフ研磨による平滑度アップが必要になります。
さらに、バフ研磨を行うことでクロムメッキ表面の極小の巣穴が埋まり、耐食性が上がるとも言われております。
ハードクロムメッキにおいてバフ研磨は欠かせない相棒なのです。
※硬質クロム+バフ研磨のご対応も可能ですので、是非ご相談ください。

最後に
今回はハードクロムメッキについて解説してきました。
ハードクロムメッキは外観が綺麗で表面硬度が硬く膜厚を厚くすることで
製品寿命を延ばす事が出来ることが特徴という事がお分かり頂けたと思います。
当社コラムML(メッキライブラリ)ではハードクロムメッキについて
いくつも記事がありますのでそちらも是非ご覧になって頂けるとハードクロムメッキの事が
更によくご理解頂けると思います。
硬質クロムメッキは当社でも受け付けておりますので
高品質で短納期、低コストをお求めの方は是非お問い合わせください。
執筆者プロフィール

- 代表取締役
-
株式会社三和鍍金に入社後、経営難に陥っていた会社再建に取り組む。
経費削減、業務改善、人材育成に取り組み1年でV字回復させる。
その後、営業手法の業務改善を行い、売上高増加、年間新規取引100件を達成
柔軟な発想や行動力を持ち味に現在は表面処理を通しての新規事業に着手中。
最新の投稿
- 2025.4.5メッキライブラリ【そんなこと可能なの!?】袋穴・止まり穴へのめっきについて
- 2023.9.4環境・SDGs【メッキ液が売れる!?】有価物買取
- 2023.8.29環境・SDGs【塗膜を剥がす!?】塗装の剥離について
- 2023.8.24環境・SDGs【需要が多い!?】メッキの剥離について