ヒンジ(蝶番)のメッキや塗装の選び方とは?おすすめ表面処理7選
- 公開日:
- 更新日:
ふたやドアの開閉に欠かせないパーツのヒンジ(蝶番)。
屋内や屋外、温度などの使用する環境、あるいは用途によって、必要な表面処理の方法はさまざまです。またヒンジの材質によって、処理できる方法も異なります。
では、ヒンジに最適な表面処理は、どのように選べば良いのでしょうか?
こちらの記事では、クロムメッキや亜鉛メッキ、黒染めなどヒンジにおすすめの表面処理7つを厳選して解説します。
YouTubeでは、クロムメッキやカチオン電着塗装、電解研磨の耐食試験結果を解説した動画も公開しています。こちらもあわせてご覧ください。
【どのメッキが強い!?】沖縄での耐食性試験結果が返ってきました!
目次
ヒンジに適した表面処理の選び方

ヒンジはドアやピアノの鍵盤のフタから、半導体機器など幅広い用途があります。
形状も一般的な平蝶番をはじめ、スライド蝶番、ガラス蝶番、ピボットヒンジ、ダンパーヒンジなど多くの種類があり、それぞれ異なる特徴を持ちます。
求められる機能にも差があり、照明器具では耐熱性、船舶用では耐食性が必要など、使用環境によって適した表面処理の方法は変わります。
メッキや塗装の特徴を知り、必要に応じて使い分けることが大切です。
関連記事
【機械的特性に優れたメッキの種類 】6つの特性別にメッキを紹介!
【電気的特性に優れたメッキの種類 】5つの特性別にメッキを紹介!
ヒンジの処理におすすめの表面処理7選

表面処理にはメッキや塗装、研磨などの方法があります。
以下では、ヒンジにおすすめの7つ表面処理について解説します。
クロムメッキ(3価・6価)
クロムメッキで使用するクロムは、酸素と結合すると酸化被膜を作る特徴を持ちます。そのため、クロムメッキは大気中において高い耐食性を発揮します。
クロムメッキの処理には3価クロムと6価クロムを用いた方法があり、必要とする機能性に応じて使い分けます。
色は3価クロムが黒みがかった銀色、6価クロムメッキはやや青みを帯びた銀色をしています。
3価クロムメッキよりも6価クロムメッキの方が耐食性に優れていますが、密着性は3価クロムの方が良好です。耐熱性、耐食性など、ほかの特性については差がありません。
3価、6価ともに自動車の部品に使用されますが、耐食性が劣るため3価クロムは内装向け、耐食性が高い6価は内部部品に使用されています。
対応している素材は鉄、真鍮、銅、ステンレス、亜鉛ダイカストなどです。
関連記事
3価クロムと6価クロムの違いについては、YouTubeでも解説しています。
亜鉛メッキ
亜鉛メッキは装飾目的から機能性の向上まで幅広い目的で使われるメッキです。
亜鉛はクロムと同様、酸素と結合して酸化被膜を形成します。犠牲防食作用を持つため、鉄に亜鉛メッキを施すことで下地の鉄をサビから保護します。
亜鉛メッキはおもに、電気を使う「電気亜鉛メッキ」と、溶かした亜鉛に部材を浸してメッキ膜をつける「溶融亜鉛メッキ」の2種類に分けられます。
溶融亜鉛メッキは電気亜鉛メッキに比べて皮膜に厚みがあるため、より防食性が高く、屋外での使用に適した処理方法です。ただし熱に弱く、高温になると歪みが生じる可能性がある点には注意してください。
耐熱温度は、電気亜鉛メッキが200℃程度、溶融亜鉛メッキが400℃程度となっています。
耐食性のほか、低摩耗性や導電性に優れており、メッキ処理を施しても素地の導電性を損ないません。
亜鉛メッキは単体だと酸化によって変色してしまうため、クロメート処理とセットで行います。
用途は自動車部品、電子部品、照明器具などがあります。
対応している素材は鉄、銅、真鍮などです。
関連記事
YouTubeでは電気亜鉛メッキの仕組みやクロメート処理との関連について解説しています。
黒染め
黒染めとは、金属の表面に黒色の酸化被膜をつける表面処理のことで、化成処理のひとつです。
アルカリ水溶液に部材を浸し、化学反応によって四三酸化鉄被膜を生じさせます。
酸化被膜によって耐食性は向上しますが、ほかの表面処理と比較するとあまり効果は高くなく、屋内での使用に向いている方法です。
皮膜は1μmほどで、処理前後で寸法がほとんど変わらないため、公差が厳しい製品に適しています。
カゴ処理が可能で、一度に多くの数が処理できることから、コストは安価です。
おもに鉄に対して施される方法ですが、前処理を施すことでステンレスなどほかの金属にも対応可能。
皮膜はステンレスの成分のままであるため、食品衛生法に適合した表面処理です。
関連記事
黒染めについては、YouTubeでも解説しています。
カチオン電着塗装
カチオン電着塗装は、電気を使用してエポキシ樹脂を塗装する処理技術です。
付着性、耐水性、耐食性に優れており、沿岸部のような腐食が心配される環境で使用する製品には、耐食性の向上を目的として、亜鉛メッキの上からカチオン電着塗装を施します。
また亜鉛メッキの上から塗装によって着色したい場合にも、カチオン電着塗装が用いられます。
ただし、溶接時に炭素などの皮膜が形成されている場合は、通電がうまくいかず、塗装ができないことがあるため注意が必要です。
対応可能な素材は鉄材、銅、真鍮、ステンレス、アルミ、亜鉛ダイカストなどがあります。
関連記事
電解研磨
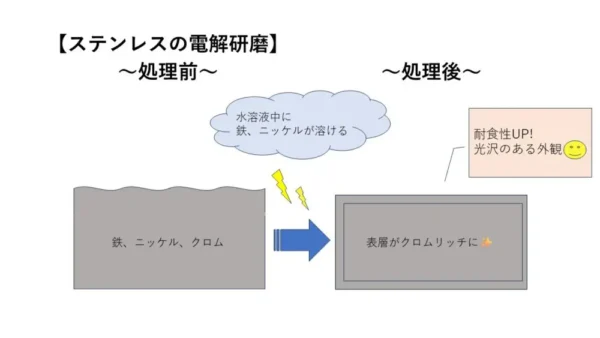
電解研磨は、製品を薬液の中に入れて電流を流すことで、表面を溶解させて行なう研磨方法のこと。
均一で滑らかな仕上がりになり、表面に汚れが付着しづらくなることから、医療や食品など衛生面への配慮が必要な場面に適しています。
電解研磨で表面処理を行なうメリットは、仕上がりが美しくなることに加え、耐食性が向上することにあります。電解研磨では、電流を流すことで金属の表面に酸化被膜が形成されるため、耐食性の効果が得られるのです。
仕上げの処理だけでなく、製品にバリがついていると均一にメッキが付かないため、メッキの前処理として行なうこともあります。
対応可能な素材は、ステンレス、チタン、アルミ、銅がありますが、薬液の種類や必要な工程が素材により異なるため、三和鍍金ではステンレスのみ取り扱っています。
関連記事
YouTubeでは電解研磨の仕組みや処理前後の比較などを解説しています。
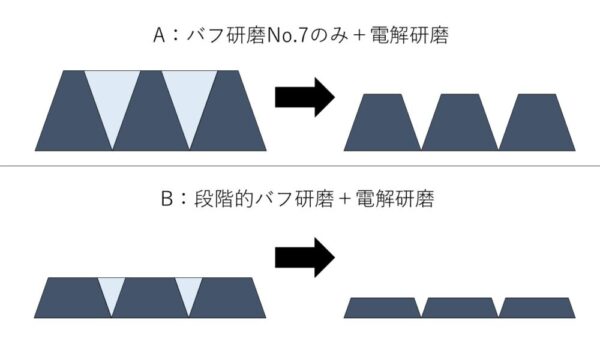
バフ研磨
バフ研磨とは、「バフ」と呼ばれる円盤状の道具で研磨する表面処理のことで、物理研磨のひとつ。鏡面仕上げにする目的のほか、メッキの前処理や摩擦や摩耗の軽減といった機能性向上のために施すこともあります。
ヒンジに溶接を行なった際は、バフ研磨で仕上げて一体構造にすることも可能です。
電解研磨と違って電気を使わないため、通電性のない素材にも処理が可能で、複雑な形状にも対応できます。手作業で可能な範囲であれば、サイズの大小も問いません。
品質は非常に高いですが、コストも高くなりがちです。
対応可能な素材はステンレス、鉄、アルミなどがあります。
関連記事
YouTubeでは、バフ研磨の原理や番手による光沢感の違いについて解説しています。
バレル研磨
バレル研磨とは、物理研磨のひとつで、バレルと呼ばれる箱状の容器に研磨したい製品と研磨石、研磨剤を入れ、回転や振動によって研磨を行なう処理のこと。
おもにバリ取りを目的として行なわれます。
バレル研磨の特徴としては、大量の部材を均一に研磨できる点があります。
一つひとつ手作業で磨くバフ研磨と異なり、容器の中で機械的に研磨を行なうため、多くの製品を均一な品質に仕上げられるのです。
一度の大量の製品を処理する場合は、コストが割安になることもメリットです。
デメリットとしては、処理できるサイズに制限があること、複雑な形状のものには使えないこと、キズができる可能性があることがあります。
バレルに入らない大きさのものは処理ができません。また複雑な形では、研磨石のあたり方に偏りが生じて、均一な研磨ができない可能性があります。
また、バレルの中に複数の製品を入れて回転させるため、キズが生じることも。
ロット数が少ない場合は、かえってコストが高くなることがあるため、小さなサイズでまとまった数量を研磨したい場合に適した方法です。
対応可能な素材はステンレス、鉄、アルミなどがあります。
関連記事
以下の動画内で、弊社が使用しているバレルをご覧いただけます。
【まとめ】ヒンジの表面処理のご相談は三和鍍金まで

ヒンジに適した表面処理7選
- ●クロムメッキ:硬度と耐食性に優れる
- ●亜鉛メッキ:鉄に対して高い防錆性を発揮する
- ●黒染め:酸化被膜をつける表面処理で、処理後の寸法変化が少ない
- ●カチオン電着塗装:付着性、耐水性、耐食性に優れる
- ●電解研磨:耐食性が強く、表面に汚れがつきにくい
- ●バフ研磨:メッキの前処理や摩擦の低減など機能性が向上する
- ●バレル研磨:小さいサイズの製品をまとめてバリ取りできる
ヒンジに最適な表面処理は、必要とする機能や使用環境によって異なります。
また、ヒンジの素材によっても対応できる処理は変化します。
三和鍍金は50種類以上の表面処理を取り扱っており、短納期や小ロットなどさまざまなお客様の要望にもお応えします。ぜひお気軽にご相談ください。
執筆者プロフィール
- 金属表面処理の様々な疑問・基礎知識や、創業から70年以上培ってきたノウハウについて「誰にでもわかりやすく」をモットーに執筆しています。
最新の投稿
- 2025.9.24電解研磨人に優しい金属⁉医療器具の生体適合性に適した電解研磨の特徴とは
- 2025.5.17環境・SDGs三価クロムや六価クロムの「価」ってなに?
- 2025.4.15銅・ニッケル・クロムメッキ金属の表面硬化処理9選|【目的別】処理選択時のポイントも紹介
- 2025.3.20銅・ニッケル・クロムメッキハルセル試験とは?基礎から注意点4つを徹底解説