【BA?2B?】ステンレスの表面仕上げ
- 公開日:
- 更新日:
※2023年9月20日に加筆修正を致しました。
群馬県高崎市の表面処理業者、(株)三和鍍金と申します。
本コラムは事業統括部の柳沢が解説いたします。
弊社ではステンレスに対しての表面処理の取り扱いがございますのでお気軽にお問合せ下さい

ステンレスを扱っている業者様はもちろん、多くの方が聞いたことのあるステンレスの「BA材」や「2B材」ですが、その見た目が違うのは周知のことかと思います。
これらはステンレスの表面仕上げ状態を表す記号です。
改めてどういった理由で見た目が異なるのか、またその多様な種類について解説していきたいと思います。
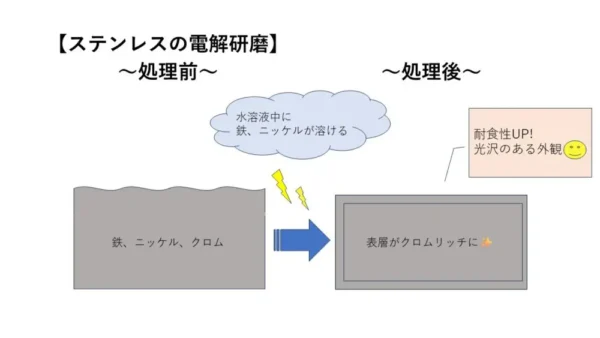
ステンレスに付加価値をつける電解研磨という技術を弊社では扱っております。
群馬県内唯一の全自動ラインを有しており、どのようなロットにも迅速に対応致しますので
詳細はこちらをご覧ください。
また、併せて以下の動画もご参照ください。
目次
ステンレスとは
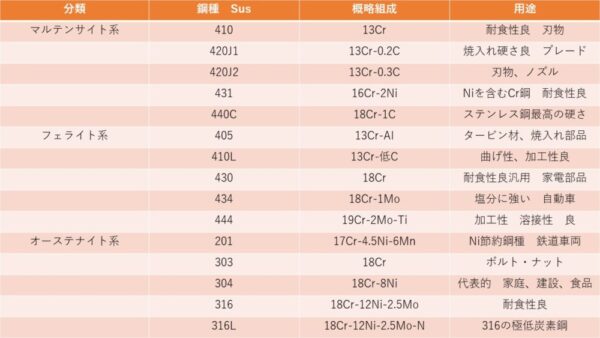
ステンレスとは、正式名称をステンレス鋼と言い、鉄にニッケルやクロムなど化学的安定性の高い(耐食性の高い)金属を混ぜた合金のことを指します。
その含有割合や含有されるものの違いで鋼種が複数存在し、様々な分野の適材適所に採用されている汎用性の高い金属です。
詳細についてはこちらのコラムをご覧ください。
ステンレスの事情
ステンレスは自動車関係だけでなく、食品関係や医療現場等でも頻繁に採用されます。
ドラマに出てくる手術室でよくみるようなシルバーのトレイや、食器かご・鍋・お玉などがそれに該当します。

ステンレスという素材自体がクリーン性が重要なTPOで使われることが多い関係上、高い洗浄度(表面の平滑度)や綺麗な外観が必須であることも多くあります。
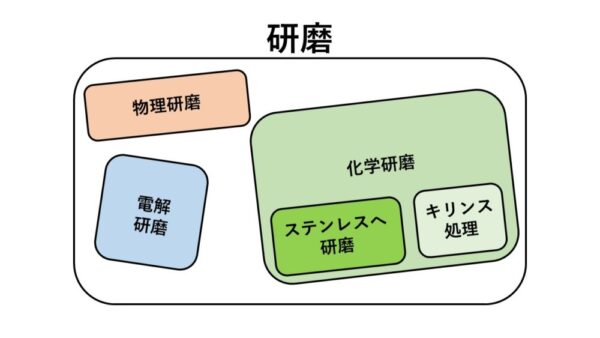
ではどのようにそういったニーズを満たすかというと、多くの場合「研磨」という方法が採られます。
※弊社でもバフ研磨やヘアラインなどを扱っておりますので、詳細は下記よりご覧ください。

もちろん、中には「色が欲しい」という別のニーズもございますので、そういった場合は酸化発色や塗装という表面処理が選ばれるわけです。
ステンレスの酸化発色についてはこちらのコラムをご覧ください。
実際にどのような仕上がりの規格があるのか、主だったものを見ていきましょう。
ステンレスの主な表面仕上げ
No.2B
市販されているステンレス製品に最も多い仕上げが、こちらのいわゆる「2B」と略されるものです。
主に建材や一般用材に採用され、やや光沢のある仕上がりと言えます。
これらの「No.〇」というのは数字が小さいほど光沢がなく(研磨でいえば目が粗く)、数字が大きいほど光沢がある(研磨でいえば目が細かい)という仕様になっており、
No.8以上が存在することを考えますと、まだまだ光沢が出ていない仕上げ状態だと言えます。
より詳細な説明としては「No.2D材にスキンパス圧延を施したもの」となりますが
「2Bは身近だけどスキンパス圧延なんて聞いたことすらない」
という方もいらっしゃるはず。
しかし今回は概略として、たとえばNo.2Dに関しても「2Bより光沢が劣る仕上がり状態」くらいで認識していただければよろしいかと思いますので、
「圧延加工」の詳細についてはこちらの記事にてご紹介しています。
BA
上の説明と矛盾するものが出てきました。
「No.」がついていないじゃないか!
なぜならこれは「研磨加工」した仕上げ状態ではないからです。
しかしこちらも皆様にとって身近な仕上げ状態ですよね。
「BA材」とも呼ばれる仕上げで、2Bよりさらに光沢感が増し鏡面に近い状態になります。
いわゆる「美しいステンレス」の代表的な仕上げなので、先に挙げたキッチン用品などに多く採用されています。
ちなみにBAというのは「ブライトアニール」の略です。
ブライトアニールを和訳すると「光輝焼鈍」となります。
ブライトアニール・・・?光輝焼鈍・・・?
こちらも以下のコラムをご参照ください。
光輝焼鈍することによって高光沢を得た材のことをBA材と呼ぶのです。
2B材とBA材の違いについてはこちらのコラムもご参照ください。
写真付きで詳しく解説しています。
#400
いわゆる「鏡面仕上げ」と呼ばれる仕上げの一種です。
鏡面仕上げとは読んで字の如く、まるで鏡のように綺麗に光を正反射する表面状態を指します。
ただし、こちらは先のBAと違って「研磨によって」鏡面仕上げにしています。

「#」は番手を表し、数字は先ほどと同様に小さいほど目が粗く大きいほど目が細かくなります。
※「P400」と表記する場合もあります。本コラムでは#とPは同一のものとみなします。詳細については本コラム内「蛇足」の項目をご覧ください。
今回ご紹介はしませんが、No.4がだいたい#150~#180ほどですので
2Bと比べてかなり光沢感が増していることがお分かりいただけるかと思います。
キッチン用品や高級感のある建築資材として採用されることが多くあります。
No.7
こちらのコラムでも例に挙げたNo.7は#600のバフにて研磨をしたものになります。
こちらは先の#400よりさらに目が細かいため、より綺麗な鏡面仕上げになります。
ここまでくると実用的なものというよりは装飾として採用されることが増えてきます。
処理実績
ステンレスに対する処理の実績はかなりいろいろなものがありますが、
2B状態のSUS製品をBA状態、あるいはさらに鏡面化したいというご要望はよく伺うところです。
2Bといっても表面状態はさほど荒れているわけではありませんので、
・電解研磨
・バフ研磨
・化学研磨
場合によってこれらのいずれかをおすすめすることが多いと言えます。
この中で最も鏡面化できるのはバフ研磨になりますが、これもどのようなオーダーをするか、
さらには作業者の技術力で仕上がりは変わってきます。
たとえばパーツフィーダーのような部品の場合、電解研磨は形状的に適さないことが多いので、
バフ研磨あるいは化学研磨でご提案します。
鏡面度によってはバフ研磨一択となりますので、#600~#800の研磨目無しというオーダーをすることによって
平滑度がかなり高い鏡面の製品が完成します。
SUS製の網カゴなどのスポット溶接をとりたいという場合は、逆にバフ研磨ですとコストパフォーマンスが良くないので
電解研磨が最も適していると言えるでしょう。
SUS製の導管内部など、電気も通せず手動のバフも当たらない箇所の研磨については
逆に化学研磨一択になります。
化学研磨は液が触れているところがすべて研磨されるため、複雑形状に特に適しているというわけです。
蛇足?~#とPの違いについて~
さて、恒例の蛇足コーナーですが、今回の蛇足は「無駄な知識」というわけではないかもしれません。
よって「?」を付させていただきました。
研磨には「番手」がつきものですよね。
番手の説明は本文で既に述べたので割愛しますが、その表記に#を使ったものとPを使ったものの2種類があることにお気づきでしょうか。
私の感覚としては、私をはじめとして多くの方が「#とPは同一」と認識していらっしゃる気がします。
はっきりと誤認とは言えませんが厳密にはやはり異なるものということで、その違いについてご説明できればと思います。
まず、本題に入る前に補足をいくつか示します。
補足① 番手と粒度
私たちが「番手」として理解している数字は研磨剤の粒度(=粒径、粒子の大きさ)を表すJIS規格です。
JIS規格の表に依れば、たとえば#240は粒子径が127μm以下、#400なら75μm以下というように定められています。
補足② 研磨布紙
研磨について調べていると普通に出てくる用語、「研磨布紙」。
これは「研磨布」と「研磨紙」がくっついた総称です。
では「研磨布」「研磨紙」とは何でしょう。
補足①とも絡んでくるお話ですが、金属加工にあまり馴染みのない方も使用する機会があるかもしれないサンドペーパー(紙やすり)は
研磨剤を接着剤などで紙に固定したもの=研磨紙
ということになります。
つまり、研磨布紙とは
「研磨剤を柔軟な基材(紙や布など)に固定した工具の総称」
と言うことができます。

本題「#とPの歴史」
20世紀後半になるまで、この研磨布紙の粒度規格は世界中で様々でした。
その後、EUのFEPA規格、アメリカのANSI規格等、バラバラに定められた研磨布紙がグローバル化に伴って日本に輸入されるするようになると
「規格の違う研磨布紙が流通するのはよろしくない!」
という話になり、日本のJIS規格を改定することになったのです。
それが1991年のこと。
それ以降、粒度にはPを付することが要請され、日本での番手表記は統一された
はずでした。
実際には、今現在皆様が使っている研磨布紙にも「#」が使われている場合も多くあるかと思います。
どこにでもよくある話ですが、理想と現実の差がここにも介在していて、
「世界標準に倣う」という理想と「今更同じ番手で粒径だけ変えることなんてできない」という現実とで齟齬があるのです。
これは「同じ番手でも規格によって粒径(粒度)が微妙に違う」という前提の上にある論です。
たとえば#800とP800ですが、#の方は粒径17μmほど、Pの方は粒径21μmほど。
4μm(4/1000mm)の差なんてこれっぽっちかと思いきや、研磨業者の方々はミクロン単位で調整を行っているため、これは非常に大きな差なのです。
したがって、実態としては新JIS規格に準ずる研磨布紙を使用している場合と、今もなお旧JISに則った規格「#」の研磨布紙を使用している場合が混在し続けているということです。
#とPの関係性ですが、たとえば粒径35μであれば#400かつP400ですので、以下のベン図の重複部のような箇所は多くの番手において存在します。
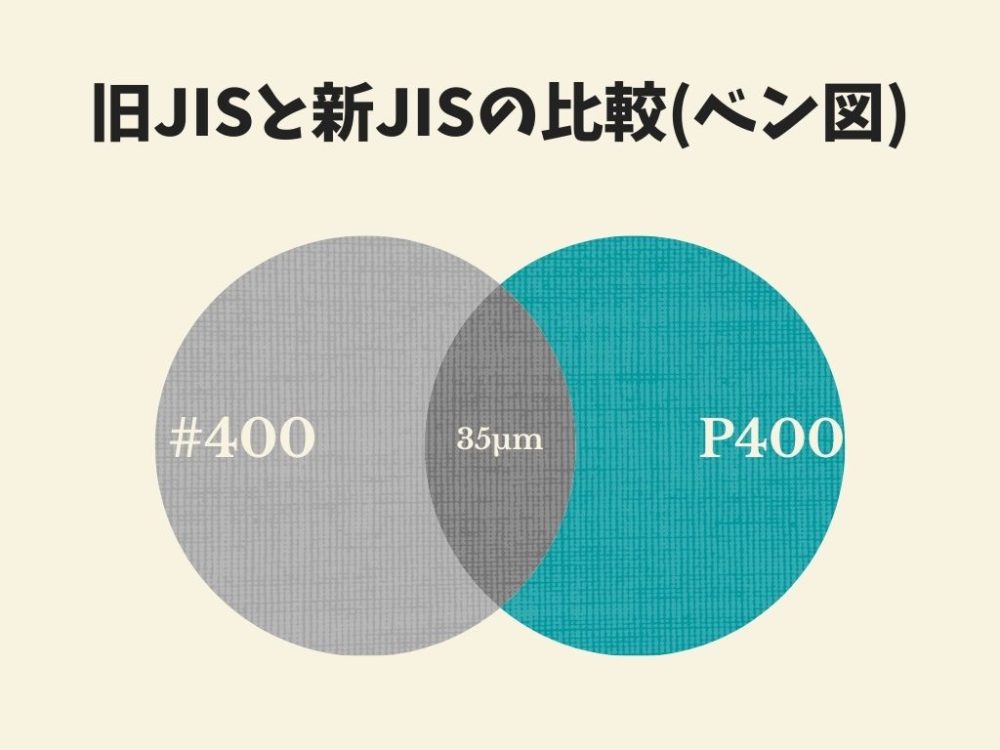
よって、#=Pというのは必ずしも間違っているとは言えないという結論になります。
いかがだったでしょうか。
弊社ではバフ研磨をはじめとしてバレル研磨、ヘアライン加工、電解研磨、化学研磨などを扱っております。
お客様のニーズを満たす長年の技術と品質を是非ご体感ください。
お問い合わせはこちら

執筆者プロフィール

-
新卒として入社後、現場での業務経験を活かし現在は営業として活動しながらコラムを執筆。塾講師・家庭教師の経歴から、「誰よりもわかりやすい解説」を志している。
また、多数の人気コラムを生み出すだけでなく、YouTubeの元編集者・現プレスリリース執筆者。コラム・YouTube・広告等のプロモーションを手掛けた本HPは流入ユーザー数前年比1,150%アップという偉業を達成した。
最新の投稿
- 2023.6.24基礎知識【徹底解説】アニオン電着塗装とカチオン電着塗装の違い
- 2023.5.17銅・ニッケル・クロムメッキ【艶消しめっき】半光沢ニッケル・半光沢クロム【マット調】
- 2023.3.25基礎知識【六価クロムメッキ代替】スズコバルト合金メッキってなに?【RoHS対応】
- 2023.3.6基礎知識【必見】低温黒クロムメッキと黒クロムメッキについて