【なぜ?】電解研磨の曇りの理由
- 公開日:
- 更新日:
※2023年9月20日に加筆修正致しました。
群馬県高崎市の表面処理業者、(株)三和鍍金と申します。
本コラムは事業統括部の柳沢が解説いたします。
弊社では電解研磨を数多く取り扱っておりますのでお気軽にお問合せ下さい

弊社でも扱っている電解研磨において、たまにいただくお問い合わせに
「鏡面を狙ってバフ研磨+電解研磨を想定しているが、電解研磨で白く曇る可能性があると聞いた。それはどうしてか」
というものがあります。
鏡面仕上げと言えば読んで字の如く、覗き込めば顔がはっきり映る鏡のような美しい仕上がりのことを指します。
白く曇った状態とは真逆ですよね。
通常、素地状態をよりピカピカに美しくするのが電解研磨ですが、なぜこのような現象が起こるのでしょうか。
電解研磨についてはこちらの動画もご覧ください。
目次
電解研磨の原理
電解研磨の詳細についてはこちらのコラムをご覧ください。
ステンレス中の鉄とニッケルを溶かすことによって表層にクロムリッチな層をつくりだし、耐食性を向上させつつ光沢を出したりバリを取ったりできる処理。
それがステンレス電解研磨です。
簡単にいえば、表面を溶かして平滑化しているわけですね。
通常、大体5~7μm(片側)ほど研磨しています。
表面状態の顕在化
電解研磨処理をしているのに白く曇ってしまう理由、それは「表面状態の顕在化」によるものです。
例① バフ研磨の性質によるもの
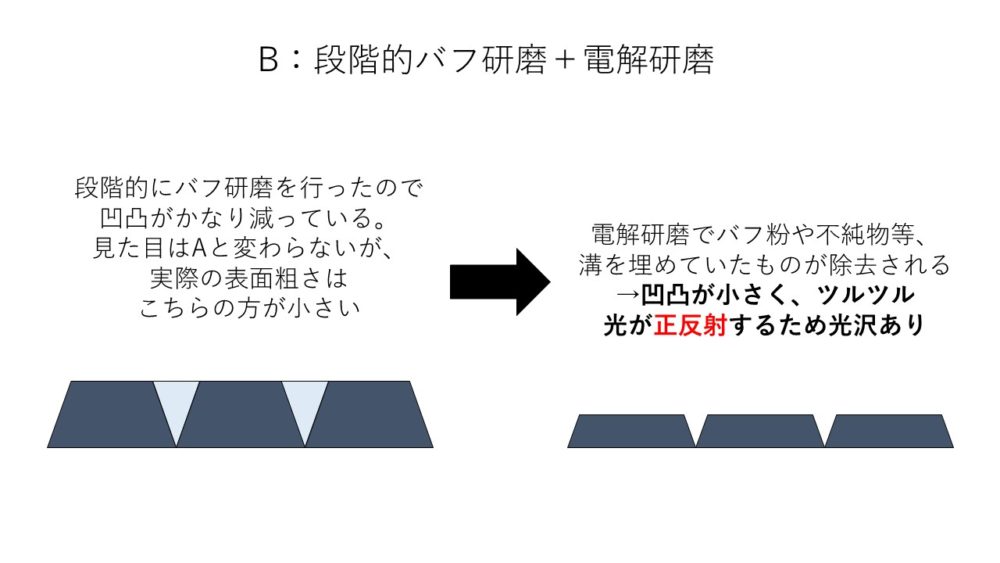
通常、電解研磨(鏡面仕上げ)に適したバフ研磨というものは番手の低いものから高いものへ(目の粗いものから目の細かいものへ)徐々に変えていき、
その後#400や#600など(#400が一般的)で美しく仕上げます。
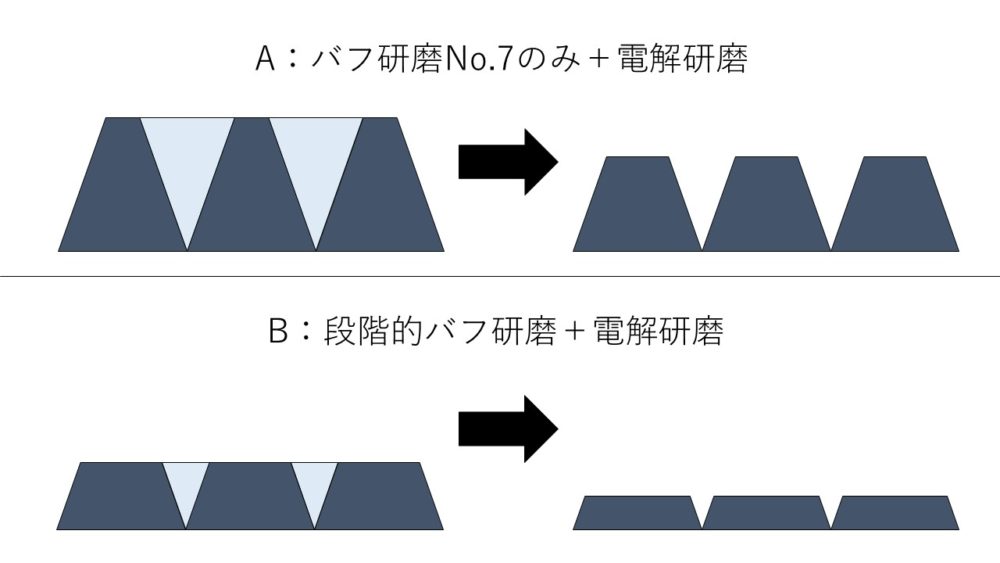
しかし、たとえばNo.7と呼ばれる表面仕上げのみを行う場合ですと、#600の目の細かい回転バフでいきなり研磨することになりますので
見た目は綺麗な様に見えていても、「実際は素地の粗さの谷を少し削ってあとは埋めただけ」という状態になります。
こちらを電解研磨処理することによってその埋めたものが剥離され、電解研磨で処理しきれなかった谷が顕在化し見た目が白く曇るという現象が起こります。
以下の図は上の説明をAとBに置き換えた例です。
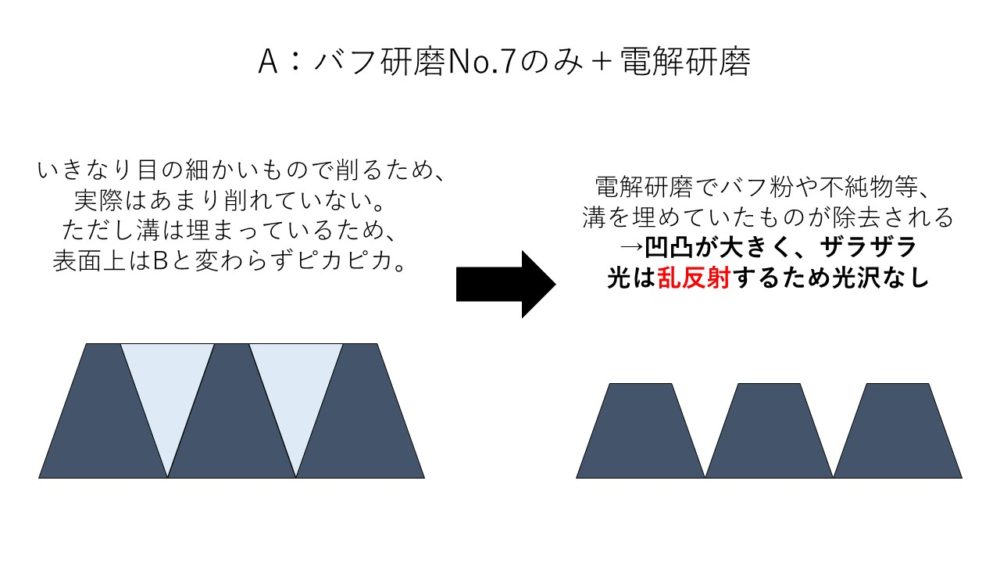
実際にはここまで極端なことは起こりえないと思われますが、研磨の段階を少なくすればするほど、Aと同様の状態になりやすくなります。
No.7やBAなど、ステンレスの表面仕上げの記号については別のコラム記事で詳しくまとめますので、是非そちらもご参照ください。
例② 溶接熱による変質によるもの
溶接箇所付近が白く曇ってしまうことも、場合によってはございます。
これは熱によって付近の結晶構造などが変容(鋭敏化等)することで、見た目にも変化が起き
溶接箇所付近と離れた場所との差が大きいために起こります。
鋭敏化の詳細やどのように防止すればよいのかについてはこちらの記事をご覧ください。
例③ 弱電部と強電部の差によるもの
電解研磨は電気と化学反応によって研磨をする研磨方法です。
弊社でも行っている電気メッキと同様に、どうしても常に弱電部と強電部という電気分布の問題が伴います。
弱電部は研磨されづらく、また強電部は研磨されやすいということです。
素地状態にもよりますが、弱電部と強電部の差が大きい場合に弱電部の見た目が曇ったような感じに見える場合がございます。
程度が軽ければ「色ムラ」とも言えるかもしれません。
電気を使う表面処理の場合は、こういった電気分布など「電気的な制限」を考慮して処理を行う必要があります。
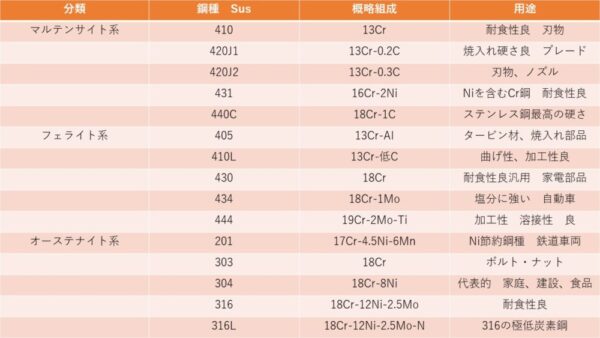
例④ 鋼種によるもの
皆様ご存知かと思いますが、ステンレス材にはたくさんの鋼種があります。
最も一般的なSUS304に加え、SUS316やSUS430など性質や見た目も多種多様です。
詳しくはこちらのコラムをご覧ください。
この鋼種によっては、どんなに綺麗な素地状態に加工しても、そもそも綺麗な電解研磨の仕上がりにならないものも存在します。
主に400系のステンレスが該当します。
バフ研磨でピカピカに磨いてあった400系の品物が、電解研磨によって白くまたは灰色にくすんでしまうことはよく起こりうるのです。
したがって、400系ステンレスの電解研磨をご所望の場合は、端材やテストピースなどを用いて試作されることを推奨しています。
このように表面状態の顕在化とは、たとえば元の素地が荒れている状態であれば処理後の見た目も荒れてしまい、
洗浄不足はシミとなり浮き出てしまうなど、隠されていたものが表面化することを指します。
裏を返せば、元の素地状態を整えることで引き起こされる問題を極端に減らすことが可能ということになります。
研磨の場合は番手の低いものから使用する、熱処理の場合は適切な温度・時間によって行う、そもそもの材質・鋼種管理を徹底するなど
素地状態から問題を事前に防ぐことが重要になります。
白く曇ってしまった場合の対処法
しかし、やはり気をつけようとも曇りが出てしまう場合もございます。
そういったときの対処法を事例別にご紹介します。
例①と例③ もう一度電解研磨やバフ研磨を行う
例①と例③については、改めて電解研磨やバフ研磨を行うことで解消される場合があります。
どちらも素地状態があまり良くないまたは均一でないことが原因ですので、
再度バフ研磨で表面をならす或いは電解研磨で弱電部に電気を当て直すことによって、曇りが晴れる可能性がございます。
例②と例④ 対処は難しい
例②と例④に関しましては、正直に申し上げますと対処は難しいと言えます。
どちらも「素地の状態」ではなく「素地の性質」が関係しているためです。
②は部分的、④は全体的に白く曇ることを考えると、④はバフ研磨をかけることで光沢が戻る可能性はございます。
②も同様ですが、部分的ということもあり色ムラは必至ですので
やはり研磨の徹底や熱処理の管理、鋼種の管理をきちんとして曇らないようにする
ということがこの不良に対する最重要且つ最有効な手段かと思います。
いかがだったでしょうか。
0にすることは難しいと言えますが、弊社ではできる限り想定できる不良は未然に防止するということを心がけています。
他社様で処理したものに関しましても、不良でお困りの際は是非ご相談ください。
執筆者プロフィール

-
新卒として入社後、現場での業務経験を活かし現在は営業として活動しながらコラムを執筆。塾講師・家庭教師の経歴から、「誰よりもわかりやすい解説」を志している。
また、多数の人気コラムを生み出すだけでなく、YouTubeの元編集者・現プレスリリース執筆者。コラム・YouTube・広告等のプロモーションを手掛けた本HPは流入ユーザー数前年比1,150%アップという偉業を達成した。
最新の投稿
- 2023.6.24基礎知識【徹底解説】アニオン電着塗装とカチオン電着塗装の違い
- 2023.5.17銅・ニッケル・クロムメッキ【艶消しめっき】半光沢ニッケル・半光沢クロム【マット調】
- 2023.3.25基礎知識【六価クロムメッキ代替】スズコバルト合金メッキってなに?【RoHS対応】
- 2023.3.6基礎知識【必見】低温黒クロムメッキと黒クロムメッキについて