【基礎中の基礎】ジオメット処理について
- 公開日:
- 更新日:
※2023年9月20日に加筆修正致しました。
群馬県高崎市にある三和鍍金の武藤です。
今回は【基礎中の基礎】ジオメット処理についてということで解説していきます。
弊社ではジオメット処理も承っておりますのでお気軽にお問合せ下さい

お客さまから「ジオメット処理でお願いします」と言われた経験はございますか。
めっきなの??塗装なの??どんな表面処理なの?ダクロ処理との違いは?という疑問も
本コラムをご覧になっていただければ解決できるかもしれません。
実は環境に優しく出来るジオメット処理。今回はそんなジオメット処理に迫って行きましょう。
目次
ジオメット処理とは
ジオメット処理とは「亜鉛フレーク」と「アルミのフレーク」を混合した処理液に対象物を浸漬し、
焼付することで強固な塗膜を形成する処理になります。
ダクロタイズド処理の代替品として世に広まっており、
ダクロタイズドの技術を応用した六価クロムを使用しないクロムフリーの仕様となっています。
通常膜厚は8μ程度となっており薄膜でボルトなどの嵌合に適していること耐熱性、耐食性が優れていることから
自動車部品に数多く採用されています。※厚膜にすることも可能です
外観色は銀白色となっておりアルミを使用することでこの外観色が保たれています。
ダクロタイズドのクロムフリーVerと言えばわかりやすいかもしれません。
性能としてダクロタズド処理と同等の性能を有すことも出来るので様々な分野で活躍しています。
ダクロタイスド処理についてはこちらから
※ダクロタイズド処理については現在お取り扱いを中止しております。
ジオメット処理の特徴
それでは、皆さん気になるジオメット処理のメリットとデメリットを挙げていきます。
ジオメット処理の特徴として以下の点が挙げられます。
メリット
・クロムフリーで環境に優しく、クロム化合物・鉛・ヒ素・カドミウム・水銀を一切含んでないのでRoHS指令及びREACH規制に適合している
・ジオメット皮膜はアルミの素材に対して腐食電位が近いのでガルバニック腐食が抑制される
ガルバニック腐食についてはこちら↓
・薄膜に出来るのでボルト等との嵌合性が良い
・亜鉛メッキよりも耐食性が良い
・水素脆性の恐れが無い
・入り組んだ部分の均一付着性が良く付きまわり性が良い
・耐熱性が良い
デメリット
・酸性には弱く耐食性が低下する
・装飾的な効果は亜鉛メッキよりも低い
・皮膜が亜鉛メッキよりも柔らかく、傷つき易い
ボルトやナットに溶融亜鉛メッキをすると膜厚が厚い為(30~50μ)
ネジ山が埋まってしまう不具合が発生することが良くあります。
そんな時にジオメット処理が活躍します。
ジオメット処理は通常膜厚が8μ程度になっており均一に薄く塗れるので、ネジ山が埋まる心配もありません。
膜厚設定は薄膜にしたい場合は1コート(ディッピング)、1ベーク(焼付乾燥)
厚膜にしたい場合は2コート、2ベーク、1トップ(トップコート)と
目的に応じて処理工程を変えることで適した製品に仕上げる事が出来ます。
小物部品で摺動性がある部品や自動車部品のネジ等の細かな要求が求められる製品に適しています。
溶融亜鉛メッキでは厚膜になってしまう等の問題も解決出来、高耐食を付与することが出来るのです。
更にジオメット処理は付き周りが非常に良いので、全体に防錆力を持たせることが出来ます。
上塗り塗装との相性も非常によく、密着性が高いのが特徴です。
対応母材や用途
鉄で出来た小物部品の防錆を目的として施される事が多いですが、
鉄以外のステンレスや銅等の金属に対しても処理は可能です。
一般的にボルト、ナット、スプリング等の水素脆性を起こしやすい部品や塩害に対して、
ジオメット処理の効力を特に発揮できるので電気亜鉛メッキに代わり採用することが出来ます。
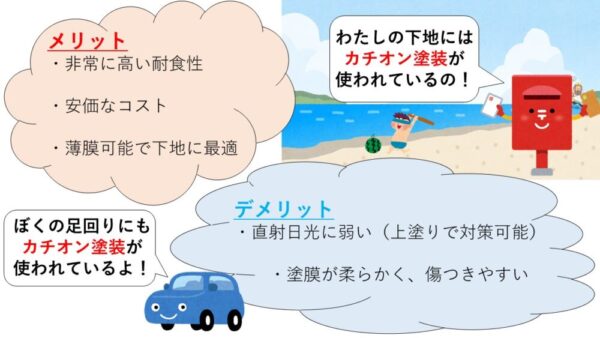
例として自動車の足まわりのボルト、ハブボルト、ブレーキ部品、ばね類等に良く採用されます。
弊社での処理実績でいえば、六角ボルト・ワッシャー・ナット・補強材プレート・ジョイント・スライド金具など様々ですが
やはり耐食性と機能性(ねじ山をつぶしたくない)の両方を満たすために用いられることが多い処理だと思われます。
また、意匠性や耐食性をさらに上げるために、ジオメットの皮膜の上に樹脂のトップコートを施すことも少なくありません。
このトップコートはかなりいろいろな種類がありますので、気になる方はご相談ください。
色も白・黒から青にいたるまで様々あります。

ジオメットの処理工程
ジオメット処理は塗装の工程でよく使われるものになっており、複雑な工程ではありません。
素材の大きさ、形状、品質及び要求される性能などにより異なりますがダクロ処理とほぼ同じ工程で行います。
大別すると以下の方法があります。
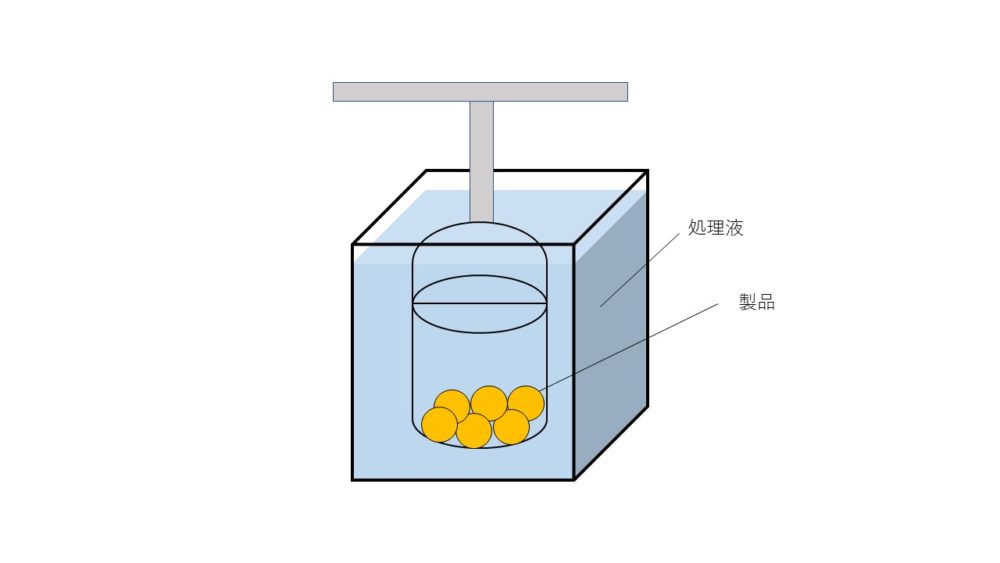
ディッピング工法
ネジやボルト、ナット等の小物部品に適しており最もポピュラーな工法になります。
脱脂、ショットブラストを行った対象物をカゴに入れてディッピングを行います。
その後製品に余滴がついてくるので遠心振り切りした後、焼付を行います。
基本工程は2コート(ディッピング)、2ベーク(焼付)を行います。
膜厚に応じて1コート、1ベーク、更にトップコート(上塗り塗装)を行う事もあります。
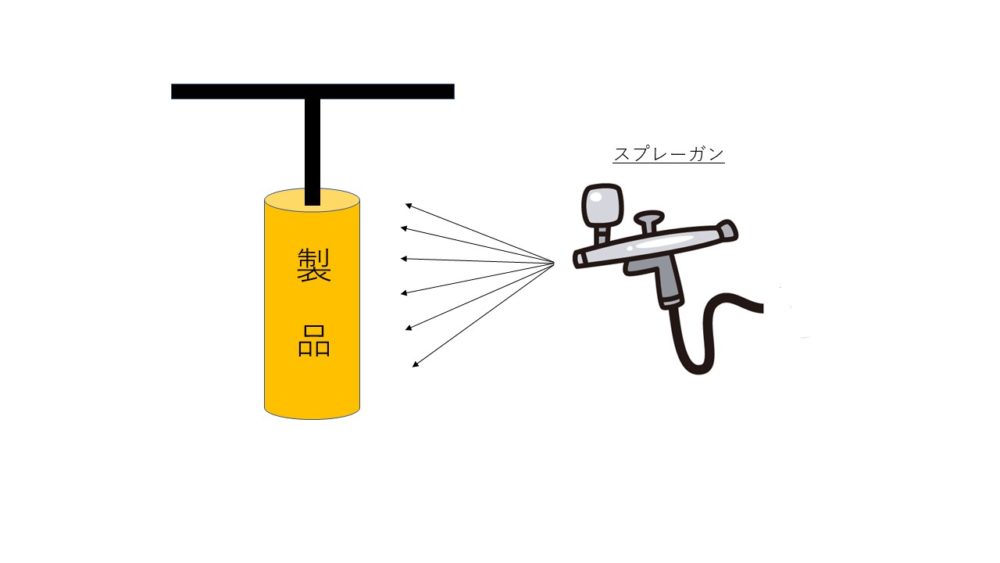
スプレー工法
ディッピング工法と違い対象物を吊り下げ吹付を行う工法です。
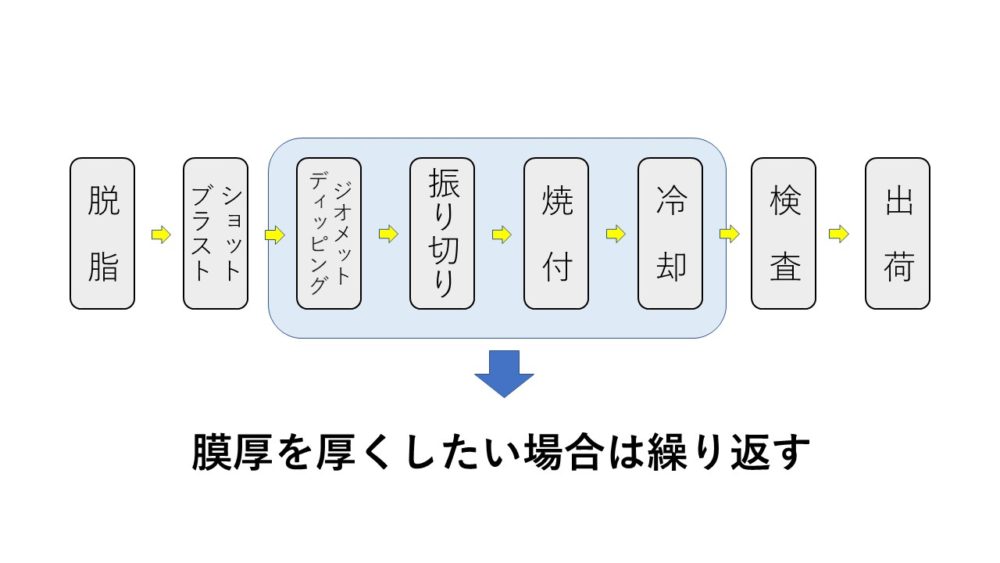
工程の流れ
脱脂-ショットブラスト-ジオメットディッピング-振り切り-焼付-冷却-検査
膜厚によってはジオメットディッピング-振り切り-焼付-冷却を繰り返し行います。
ダクロ処理とジオメット処理の違い
よく、ダクロ処理とジオメット処理の違いをお客様から質問されることがあります。
ダクロ処理とジオメット処理の大きな違いはクロムを使用しているかという点です。
ダクロ処理で使用されている「六価クロム」は環境規制物質なのはご承知の通りだと思います。
六価クロムについての記事は以下にありますので参考にして下さい。
環境規制物質は環境には良くないという認定をされていますがその効能は特段に良いものが多いのも事実です。
ダクロ処理は優れた防錆性能を有しますが六価クロムを使用している為、RoHS指令およびREACH規制に適合していません。
そこで環境に配慮した新たな処理としてジオメット処理が登場しました。
ジオメット処理はノンクロムを売りにしており、ダクロ処理の代替処理として浸透しています。
環境規制の面から採用されることが多いです。
ダクロ処理と同等性能を付与する為にジオメット処理でも2コート、2ベーク、1トップを
することもありダクロ処理と同等のスペックを付与することも出来ます。

電気亜鉛メッキ?ダクロ処理?溶融亜鉛メッキ?ジオメット処理?ラスパート処理?
表面処理の種類というものは数多く存在することは何度も繰り返しお伝えしていますが、
表面処理を選定する際にややこしくなってしまうものです。
「性能はどちらの方が良いのか」「単価はどちらが安いのか」
一概にもどちらが良いというのは難しい所です。
使用用途や目的をしっかりと把握し選択する事が良いということは言うまでもありませせん。
オーバースペックになりこんなにする必要ないのにな~とか昔の図面がこの処理になっているからとか
そういったモノは無駄と言えるというか勿体無いと感じてしまいます。
その時々に応じて見直しの必要があると思います。
今回はジオメット処理についてお伝えしてきましたが似ているような処理で
「ダクロ処理」「ラスパート処理」「ディスゴ処理」等各メーカーがそれぞれの特性を活かした
処理が開発され世に出ています。日々、新しい表面処理が出てくる中で
しっかりと情報を取捨選択し、適した表面処理を施してあげましょう。
弊社でもお手伝い出来ることはあると思いますのでお気軽にご連絡下さい。
宜しくお願い致します。

執筆者プロフィール

- 代表取締役
-
株式会社三和鍍金に入社後、経営難に陥っていた会社再建に取り組む。
経費削減、業務改善、人材育成に取り組み1年でV字回復させる。
その後、営業手法の業務改善を行い、売上高増加、年間新規取引100件を達成
柔軟な発想や行動力を持ち味に現在は表面処理を通しての新規事業に着手中。
最新の投稿
- 2025.4.5メッキライブラリ【そんなこと可能なの!?】袋穴・止まり穴へのめっきについて
- 2023.9.4環境・SDGs【メッキ液が売れる!?】有価物買取
- 2023.8.29環境・SDGs【塗膜を剥がす!?】塗装の剥離について
- 2023.8.24環境・SDGs【需要が多い!?】メッキの剥離について