2023.02.27
【面粗度!】表面粗さ測定について
※2023年9月22日に加筆修正致しました。
みなさん、こんにちは。
群馬県高崎市で多種表面処理を行っている(株)三和鍍金の古島です。
弊社では表面処理以外にも塩水噴霧試験や膜厚測定、表面粗さ測定など幅広い分析サービスを行っておりますのでお気軽にお問合せ下さい

今回は「表面粗さ」についてです!
表面粗さと言えば、図面上で「Ra」や「Rz」、「▽」など様々な種類の記号を目にしますよね。
ですが、その基準に到達しているのかどうか測定している製品は少ないように感じます。
つまりは表面粗さを軽視している方が多いということです。
しかし、表面粗さの測定を怠ると深刻な負のスパイラルに陥ってしまいます。
それは困ってしまいますよね。
そこで今回は表面粗さの基礎から重要性、測定方法などを1からわかりやすく解説させていただきます。
また弊社で行っている分析サービス「表面粗さ測定」についてもご紹介させていただきます。
では行ってみましょう!
表面粗さとは
表面粗さとはその名の通り、「金属加工やメッキ、塗装をした際の表面の粗さ」のことです。
また、表面粗さを測定するうえでいくつか計算方法がありますが、今回はおなじみの下記の2つを紹介します!
1. Ra(算術平均粗さ)
一般的に多く利用されているのがRa(算術平均粗さ)です。
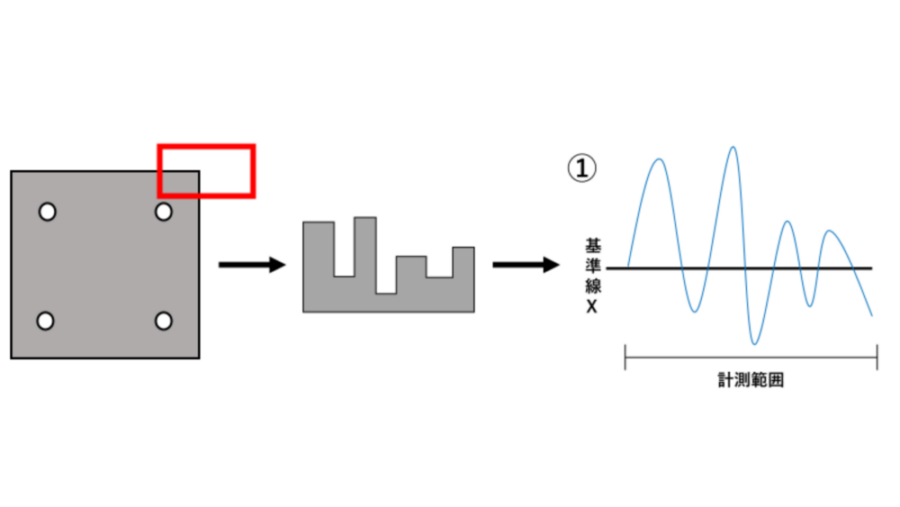
製品を表面粗さ計測機で測ると①のように波グラフ(青色)で表されます。
波グラフが高ければ高いほど凸部分となり、
低ければ低いほど凹部分となります。
表面の凹凸の平均値を基準線(X)として、凹んでいる箇所を反転させたのが②の黄緑色となります。
このとき基準線(X)とは、一切の凹凸がなく、製品が真っ平の状態です。
この凸部分(青色)と凹部分(黄緑色)の平均が赤色の点線となります。
このとき赤色の点線は、粗さ(凹凸)の平均値のことです。
そしてこの基準線(X)と赤色の点線(粗さの平均)の差がRa(算術平均粗さ)となります。
つまりは、凹凸部(粗さ)が平均的に見て、どのくらい粗いのかが分かります。
Ra(算術平均粗さ)は、深いキズが1箇所あっても平均値をとるため、安定した表面粗さの数値を得ることが出来ます。
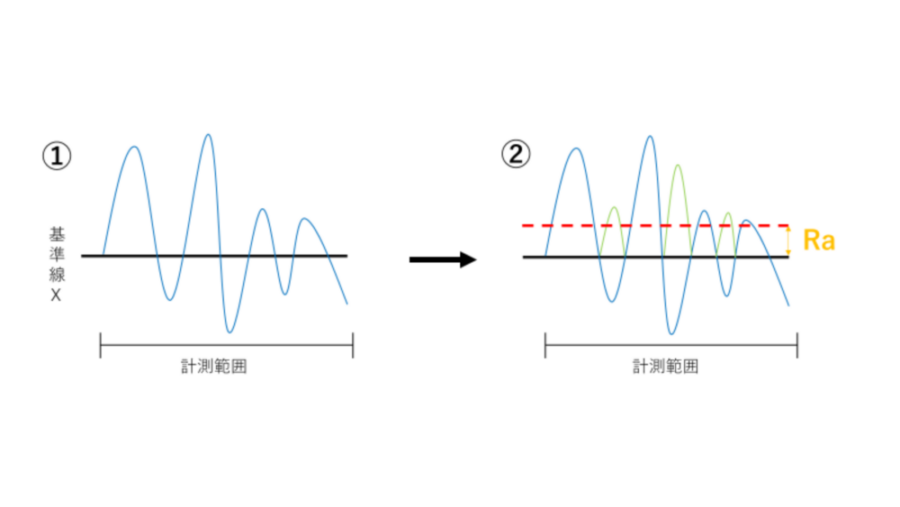
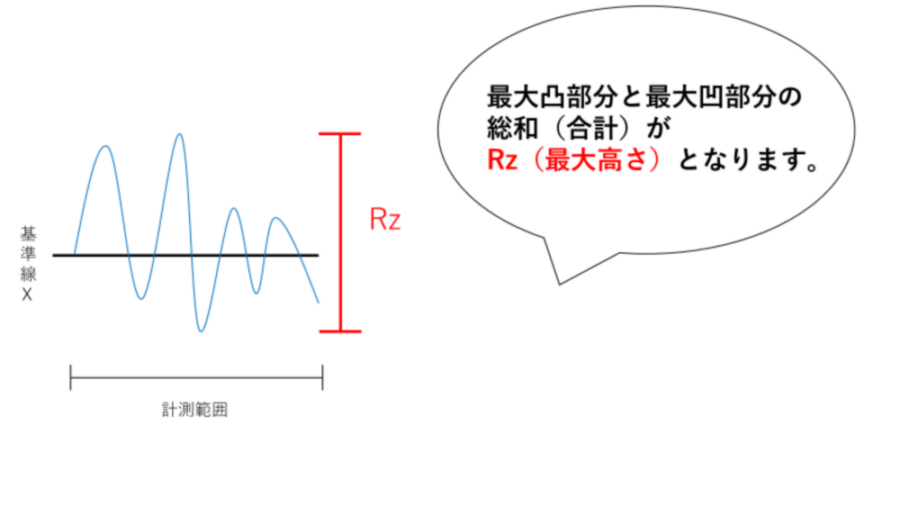
2.Rz(最大高さ粗さ)
測定する長さにおいて、最も低い(深い)凹部分と最も高い凸部分の差を導き出します。
Rz(最大高さ)は深いキズがあるかどうか調べる際やキズNGの外観重視の製品に対して使用されます。
下記の図通り、
最大凸部分と最大凹部分の総和(合計)が
Rz(最大高さ)となります。
ちなみに、表面粗さ記号Rとはroughness(粗さ)のことです。
表面粗さの重要性
実は表面粗さは手触りや光沢感などの外観の仕上がり以外に、製品の寿命や水滴漏れの発生等の機能性にも表面粗さのよる影響が出てきます。
では具体的にはどのようなことに影響が出てくるのでしょうか。
見ていきましょう。
・外観(光沢・キズ)
皆さんが一番気にされるのは外観、特に光沢感やキズですよね。
表面の凸凹のよって光が散乱したり、見た目が綺麗に仕上がらなかったりする可能性が高いです。
・密着性
弊社でも行っておりますメッキや塗装をする際に表面の凹凸がガタガタだと密着性が悪く、メッキ剥がれや塗装剥がれの原因となります。
そのため、サビやすくなり、製品の寿命が短くなってしまうのです。
・水滴漏れ
接触部品(はめあい部品)の凹凸部は隙間からの水滴漏れにつながります。
この滴った水滴によって、他の部品まで劣化やサビてしまう可能性もあります。
このように表面粗さ測定を怠ると、不良やサビの原因となり、もう一度再処理をしなければいけなかったり、作り直さなければいかなかったりします。
また、納期遅れの要因ともなります。
人間は面倒くさいからとやるべきことをないがしろにしてしまう傾向にあります。
しかし、だからと言って表面粗さ測定をしなくていい理由にはなりません。
そのままでは上記のようなことが起き、連鎖的なマイナス、つまりは負のスパイラルに陥ってしまいます。
そのため、人の目では確認することのできない表面粗さを測ることにより、事前に上記のようなことが起きないようにしておくのが大切になります。
私たちが思っている以上に表面粗さは凄く重要なのです。
弊社ではこのようなことが起きないように表面粗さ測定でお客様を全力でサポートいたします!
是非、ご相談ください。

※ここからは弊社で行っている塩水噴霧試験についてご紹介させていただきます。
表面粗さの測定方法
表面粗さの測定方法は2種類あり、弊社では「非接触式測定方法」が対応可能です。
「接触式測定方法」
表面粗さ測定をする試料(製品)に針を接触させ、横にずらした時に針がどれだけ上下したかで測定します。
長い範囲を測定できるのはメリットですが、針が摩耗してしまっていると測定結果に差異が生まれてしまうこともあるのが心配です。
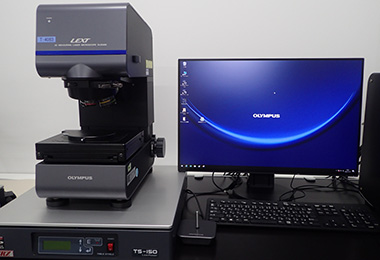
「非接触式測定方法」
非接触式測定器を使用することにより、非接触式のレーザーのため、摩耗による心配もなく、従来の接触式測定機よりも正確な表面粗さ測定をご提供いたします。
対応可能サイズ

平面サイズがφ100mm以内、高さ10㎝以内、1kg以内
対応可能な材質・表面処理
金属素材、電解研磨品、バフ研磨品、化学研磨品等
※上記の材質・表面処理以外も対応出来ますので、ご相談ください。
まとめ
いかがでしたでしょうか。
弊社では表面粗さ測定をはじめ、塩水噴霧試験や膜厚測定も行っております。
また、めっきや塗装、研磨など50種類以上の各種表面処理から表面粗さ測定や塩水噴霧試験などの表面処理後の各種分析まで当社で一括しておこなうサービスも行っております。
そのため、表面処理と分析測定の両方の視点からアドバイスをすることが可能です。
お悩みの際は、ぜひ一度ご相談ください。
<表面粗さ測定のご相談はこちらから>
法人専用問い合わせフォーム|各種表面処理|株式会社三和鍍金
表面処理についてのご相談やお見積りは、こちらのフォームからお気軽にお問い合わせください。弊社で行っていない表面処理についても受け付けております。
分析サービスの詳細は下記URLをご参考ください。

PROFILE

-
ソフトウェア開発会社にプログラマーとして在籍後、株式会社三和鍍金に入社。現場で経験を積み、現在は営業職に従事している。
表面処理については継続的に勉強中であり、0から学びたい方や調べてみたけどよくわからない方に寄り添った内容を心がけている。
ユーザーの要望や需要に沿ったソフトウェアの開発経験を活かし、メッキライブラリにおいてもユーザーニーズを満たす記事を目指す。
最新の投稿
- 2023.09.23メッキライブラリ【誰でも分かる】工業試験・分析の用語解説
- 2023.09.23メッキライブラリ耐食性や耐候性を測定する工業試験を詳しく解説!
- 2023.06.29ワンストップ分析【簡単解説!】成分分析・化学分析について
- 2023.05.16電解研磨【梨地】めっきや塗装を半光沢にしたい

コラムを検索する
カテゴリ一覧
- 環境・SDGs(18)
- 剥離(15)
- 時事(2)
- YouTube解説(4)
- ワンストップ分析(11)
- 基礎知識(65)
- 電解研磨(18)
- カチオン電着塗装(25)
- 銅・ニッケル・クロムメッキ(51)
- ショットブラスト(3)
- 化学研磨(2)
- 不働態化(2)
- 酸洗処理(2)
- アロジン処理(1)
- 亜鉛メッキ(14)
- アルマイト(4)
- 無電解ニッケルメッキ(8)
- ハードクロムメッキ(8)
- 溶剤塗装(9)
- 粉体塗装(8)
- 研磨加工(10)
- 脱脂洗浄(3)
- 錫メッキ(4)
- プラスチックメッキ(2)
- 各種メッキ(36)
- 各種塗装(4)
- その他表面処理(15)
- 材質(25)
- 処理工程について(17)
- 不具合(8)
- その他(7)